Il settore siderurgico: un’eccellenza veneto-lombarda

Introduzione
E’ quasi terminato l’anno solare: le ore diurne si accorciano, le temperature calano, si respira aria di Natale. Per i mercati, però, questo è anche il tempo dei bilanci. Quella serie infinita di numeri che si erge a dispensatrice di verità su periodi terminati da (relativamente) poco tempo. Penso si intuisca una certa vena sarcastica nelle mie parole: stilare i vari report non mi è mai andato troppo a genio. Però, c’è da dire che ogni tanto sono utili. Soprattutto se si sanno interpretare. C’è un settore, in particolare, di cui mi è sempre piaciuto leggere i rapporti: quello siderurgico.
Credo derivi dal mio back-ground meccanico. In università, sentivo quasi ogni giorno parlare di acciai, quindi due erano le opzioni: o li avrei odiati, o avrei provato una sorta di piacere solo nel pronunciarne la parola. Probabilmente ha prevalso la seconda. Fatto sta che vorrei spendere i prossimi 5 minuti nel delineare la situazione siderurgica mondiale del 2018 e primo trimestre 2019. E non temete, il linguaggio diverrà più tecnico. Il tono confidenziale mi è servito solo per creare un’iniziale “ambiente ovattato”.
Mercato siderurgico globale 2018-primo trimestre 2019
Nel 2018, balza immediatamente all’occhio la decisa risalita della produzione mondiale siderurgica: un +4,6% degno di nota, merito della Cina e dei Paesi emergenti. Nel 1T 2019 il dato è pressochè immutato, sebbene vi siano delle eccezioni date dalle singole macroaree. In Giappone, infatti, la produzione è calata del 5%, ma tale performarce negativa è stata riequilibrata dal +9,9% del paese della Grande Muraglia. Male anche l’Est Europa, che non riesce a ricalcare il trend positivo di USA (bene nonostante il calo dei prezzi dell’acciaio) e Medio Oriente. Per quanto concerne l’Unione Europea, -0,3%. Malino. Gli analisti credono si stia ancora pagando lo scotto del rallentamento delle economie della seconda metà del 2018. Nel dettaglio, poi, vi è uno stallo della domanda dovuto principalmente ad un nuovo sistema di quote per l’import dell’acciaio. Perfino la locomotiva Germania ha subito un -2% rispetto al 2018. E l’Italia?
Mercato siderurgico Italiano 2018-primo trimestre 2019
Calo dei 2,1% nel 1T 2019. Ma le previsioni per dicembre sono positive: un +1,3% finale che quanto meno vedrebbe posizionarsi sopra la pari la produzione siderurgica tricolore. Tale dato è principalmente dovuto al nuovo polo dell’acciaio che si sta delineando tra Lombardia e Nord-Est, in piena pianura Padana. Nella fattispecie: la provincia di Brescia registra un export stimato di 1 587 mln Euro (+ 19,2% sul 2018); quella di Udine 1 541 mln Euro (+41%); e infine Cremona, con esportazioni da 1 121 mln Euro (+21%).
Il processo di Piegatura tubi
Uno dei processi trainanti l’industria siderurgica italiana è senza dubbio la piegatura dei tubi (siano essi di Inox, ferro, rame o alluminio). Tale procedura manifatturiera diviene essenziale nel momento in cui si producano estrusi per la conduzione di liquidi/gas (le così dette pipeline), e componenti per l’arredamento della food-industry o per macchinari del settore HO.RE.CA.
La piegatura è una lavorazione a freddo, ovvero un processo in cui il rapporto tra la temperatura corrente del materiale (T) e quella di fusione dell’elemento stesso, espressa in gradi Kelvin (Tm) vale: T/Tm <= 0,3. Durante questo processo, le fibre esterne del tubo sono in trazione, mentre quelle interne sono in compressione (vi sarà dunque una sezione a trazione nulla, ovvero l’asse neutro).
L’asse neutro è posizionato deve la deformazione ingegneristica vale zero, dove con deformazione ingegneristica si intende:
e=1/(2 R/T+1)
Con R=raggio di piega e T=spessore del tubo.
La lunghezza dell’asse neutro si ricava invece da:
L=a(R+kT)
In cui, ai simboli già esplicitati in precedenza, si aggiungono:
a=angolo di piega [rad]
k= costante che varia da 0,33 (se R<2T) a 0,5 (se R>2T). Se l’asse neutro permane in mezzeria: k=0,5.
Il processo è relativamente semplice, preciso e poco costoso, tuttavia presenta alcuni svantaggi:
-le fibre esterne sono in trazione, dunque vi è un minimo raggio di piega al di sotto del quale si verifica la rottura delle fibre esterne, appunto;
-la possibilità di creare solo forme limitate;
-alcuni materiali possono rompersi durante la piegatura;
-può accadere un ritorno elastico difficilmente quantificabile.
Concentrandosi sul minimo raggio di piega, senza entrare troppo nel dettaglio delle equazioni sullo stato di tensione, sapendo che la deformazione reale a frattura delle fibre esterne è uguale a quella reale a frattura del materiale e supponendo il materiale stesso isotropo e omogeneo, vale il seguente grafico:

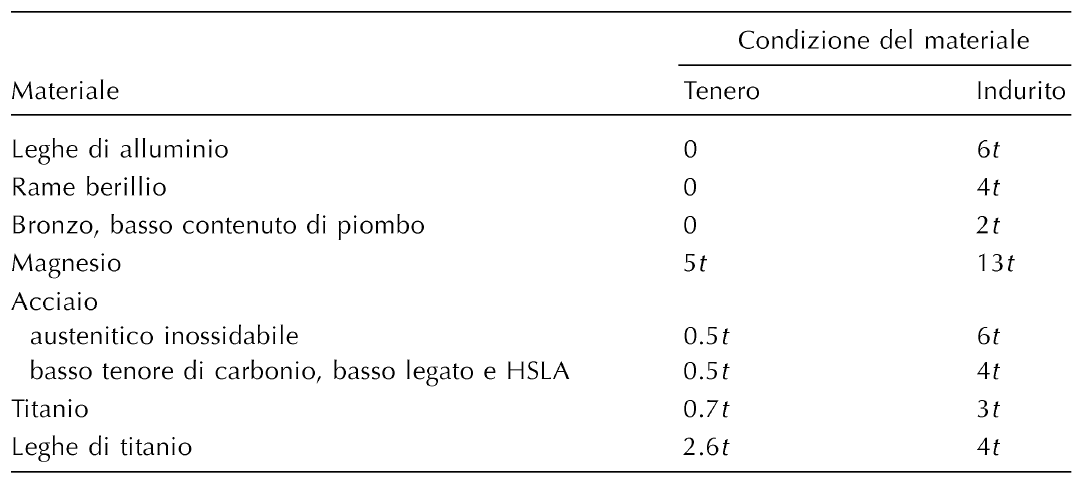
Qui è rappresentato il minimo R/T che mi garantisce di non rompere il materiale per ogni valore di riduzione % di area a frattura in una prova di trazione. Si ha quindi un confronto tra le caratteristiche geometriche e quelle del materiale. Nella seguente tabella, il minimo raggio di piegatura per diversi materiali a temperatura ambiente
Altro elemento essenziale quando si tratta la tematica della piegatura, è la piegabilità: ovvero la capacità dell’elemento di essere piegato senza che insorgano fratture sulle fibre esterne. Essa dipende dal materiale, dal tubo, dalla presenza di inclusioni iniziali nel materiale (le quali produrrebbero anisotropia e quindi tutte le conseguenze del caso), e dal modulo elastico. Si può aumentare il valore della piegabilità riscaldando la zona di piega (ricottura) o sovraimponendo alle fibre esterne una pressione idrostatica di compressione che si somma in segno alla trazione (ritardando quindi la frattura).
Si vuole ora trattare il ritorno elastico possibile derivante dalla piegatura: esso si traduce in un moto rigido della parte indeformata, ed occorre perciò valutarlo per poterlo compensare. In primis, si definisce il fattore di ritorno elastico Ks come:
Ks=((2*Raggio di piega richiesto)/spessore+1)/((2*Raggio di piega effettivo )/spessore+1)
Se Ks=1 non si ha ritorno elastico, se Ks=0 si ha deformazione completamente elastica.
Altri elementi da tenere a mente:
-all’aumentare della durezza del materiale, Ks cala. Quindi aumenta il ritorno elastico;
-perciò Ks dipende dallo stato di fornitura e dalla dal tipo di materiale.
Una volta valutato il ritorno elastico, esso si può compensare tramite diverse tecniche:
-Sovra-piegando (tendo comunque presente la condizione di minimo raggio di piega);
– Applicando uno sforzo di compressione in corrispondenza della piega;
-Stirando in corrispondenza della piega (si aumenta la quota parte plastica in piegatura in modo tale che il ritorno plastico sia minore)
-Riscaldando l’elemento.
Non volendo tediare oltre (trattando la massima forza di piegatura; si sappia solo che dipende da tensione di snervamento del materiale, lunghezza piega e spessore), si desidera concludere il paragrafo con i vari metodi di piegatura tubi inox, settore nel quale l’azienda Siera (TV) è specializzata.
Questa richiede macchinari di precisione e attrezzature tecnologicamente avanzate, così da poter operare anche su tubi trafilati internamente e/o esternamente, crudi/ricotti, con/senza saldatura. Ecco un’infografica esaustiva:
